

Using Total Quality Management in Manufacturing for Long-Term Success
Today, customers expect high-quality products and services more than ever. But how can businesses ensure consistent qual …

Understanding The Roll Form Tooling Process
As far as metal forming techniques go, roll forming has long been a standard for OEMs. You’re probably already familiar …
Metal Forming Processes: Industries & Applications
Metal forming processes play a crucial role in powering our society, driving innovation across industries. They enable t …

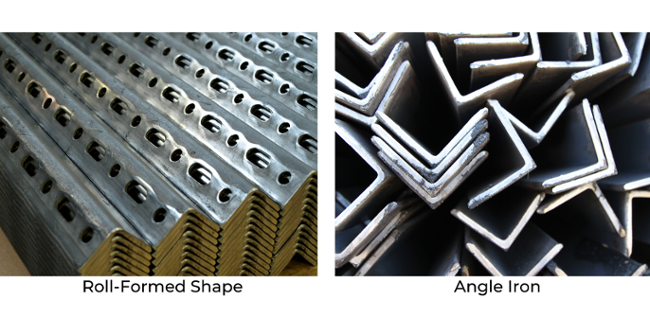
Need a metallic L-angle? Roll Forming vs. Angle Iron
You need long, slender, L-shaped metal components for your project. Several metal forming processes can achieve the desi …
6 Important Factors in Manufacturing a Solar Racking System
Solar energy is thriving in the United States, fueled by an impressive 24% average annual growth rate over the past deca …

Custom Roll Forming Processes: Cold Roll Forming Steel
Metal fabrication can be complex, but there are certain methods that can be used to make it simpler and more efficient.
Can Outsourcing 1 Part to a Metal Roll Forming Company Boost Profits?
U.S. manufacturing has had its share of bad turns over the last 50 years, with entire industries being outsourced to oth …

Theory of Constraints: How to Shore Up Your Manufacturing Weaknesses
Every manufacturing setup has limits in achieving its goals. The Theory of Constraints (TOC) is a management methodology …

