

Warehouse shelving systems live or die by one thing: repeatability. When your vertical posts don’t align, holes don’t match, or reorders don’t fit your existing racks, you’re looking at costly rework, assembly delays, and frustrated installers.
For high-volume shelving infrastructure that requires long, slender parts with consistent fit-up, roll forming combines tolerance control, complex profiles, and inline operations such as punching and cut-to-length into an efficient, scalable process.
Here’s what you need to know about warehouse shelving components, design considerations, punching requirements, and how to choose a manufacturing partner that delivers on repeatability.
Roll Formed Warehouse Shelving Components
First, let’s get specific about what actually gets roll formed in warehouse storage systems, and why these parts are natural candidates for the process.
Shelving Posts and Uprights
Uprights are the vertical support columns that form the frame of a shelving system. Think of them as the backbone - they’re what your beams, shelves, and cross members attach to, and they determine the height and load capacity of your entire storage structure.
These are the workhorses of any shelving system. They’re long, slender, and loaded with repeatable features: slots, holes, and mounting points that need to line up across hundreds or thousands of parts.
The geometry alone makes uprights a great fit for roll-forming. But, here’s what really matters: uprights are assembly-critical. They have to accept beam connections, cross members, and adjustable supports without gaps, binding, or alignment issues.
When tolerances drift even slightly across a production run, your install teams pay the price with shimming, grinding, or scrapped components.
Roll forming’s continuous process maintains dimensional consistency from the first part to the ten-thousandth part, which is exactly what you need when repeatability determines whether a shelving unit succeeds or fails.
Shelving Supports, Brackets, and Cross Members
Warehouse shelving is a system, not a collection of individual parts. Supports and cross members have to mate cleanly with uprights, maintain spacing under pressure, and scale in volume as your storage footprint expands.
Roll forming excels here because it handles the same long-length, high-volume requirements that make vertical uprights viable. But it also allows you to run different profiles on the same equipment. That means when you need to retrofit existing infrastructure, or add new sections or components, you’re working with a process that’s built for consistency and flexibility.
Roll Forming Benefits for Warehouse Shelving Components
Let’s talk about why roll forming isn’t just viable for shelving. It’s often the best manufacturing approach when you need to balance performance, cost, and scalability.
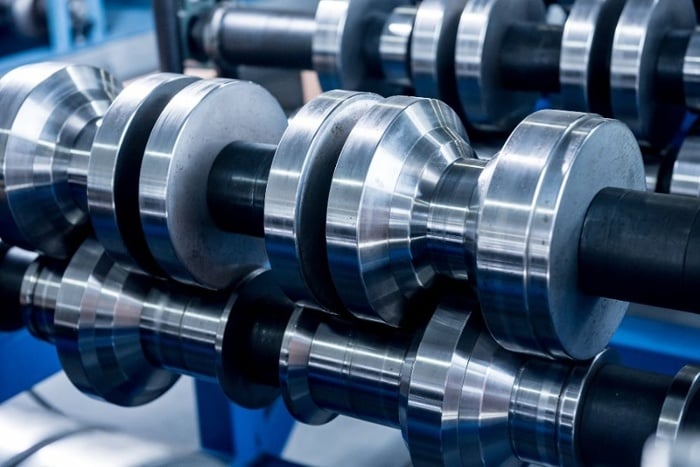
High-Volume Production for Long, Slender Parts
Roll forming is a continuous process. Once tooling is established and the line is running, you’re producing parts at a consistent rate with minimal changeover between runs.
For warehouse programs that need thousands of vertical support uprights or storage support parts, throughput matters. You’re not waiting on batch processing or handling parts through multiple workstations. Material feeds in, gets formed, punched, and cut to length, then comes off the line ready for finishing or assembly.
That repeatability also means predictable lead times. When you’re planning a warehouse retrofit or expansion, knowing you can reorder components with consistent quality and delivery performance removes a major variable from your project timeline.
Tolerance Control for Consistent Fit and Mating Parts
Here’s the reality: shelving components have to fit together. Beams connect to uprights. Cross members span between supports. Adjustable connections slide into slots or holes.
When tolerances drift, you get binding, gaps, or parts that simply won’t assemble. Roll forming maintains tight dimensional control across long production runs because the process doesn’t rely on repositioning parts between operations. The material flows through a series of roll dies that progressively shape the profile, which means less opportunity for dimensional variation.
For commercial shelving projects, that translates to fewer callbacks, less rework, and installers who can actually trust that parts will mate the way they’re supposed to.
Complex Profiles for Strength and Stiffness
One of the underappreciated advantages of roll forming is that you can create complex cross-sections that improve structural performance without overbuilding.
Instead of using thicker material or adding reinforcement, you can design profiles with bends, flanges, and offsets that increase stiffness and load capacity. That matters in shelving applications where you’re balancing weight limits, material costs, and the need to keep components light enough for easy handling and installation.
Roll forming lets you optimize the profile for performance, which often means you can use thinner-gauge material and still meet strength requirements. The result? Lower material costs, lighter components, and installations that don’t require heavy lifting equipment.
Integrated Punch + Form + Cut-to-Length Processing
Most shelving components need holes, slots, or cutouts for assembly. The question is when and how those features get added.
Roll forming lines can integrate in-line pre-punching before the material enters the forming dies. That means punching, forming, and cutting to length all happen in a single, continuous operation. Fewer handoffs, fewer opportunities for features to drift out of tolerance, and better cost control because you’re not moving parts between workstations.
Inline Punching and Hole Patterns for Adjustable Warehouse Shelving
Let’s get into the most common make-or-break issue in shelving programs: holes, slots, and patterns that have to align perfectly across every part.
In-Line Prepunching vs Post-Punching
In-line prepunching means the material gets punched before it enters the roll forming dies. The holes or slots are introduced into flat stock, and then the material is formed into the final profile. This is important because prepunching is typically simpler and cheaper than adding features after forming. The material is flat, positioning is straightforward, and you’re not dealing with the complexities of accessing formed surfaces or working around bends.
With that said, in-line prepunching requires accurate engineering. Features that look fine on flat stock can shift or distort during forming, which is why it’s critical to validate hole positions, slot orientations, and edge distances before committing to the tooling process. But when it’s done right, pre-punching eliminates secondary operations and keeps your cost per part down.
Designing Hole Patterns to Reduce Rework and Assembly Issues
Here’s a short checklist for validating hole patterns before you commit to production:
|
Pitch Tolerances |
Are hole spacings tight enough to guarantee alignment across mating parts? |
|
Datum Strategy |
What reference point are you using for positioning features, and does it stay consistent after forming? |
|
Cut-to-Length Reference |
How are you ensuring that hole positions stay consistent relative to part ends? |
|
Post Forming Alignment |
Have you validated that holes remain within tolerance after the material goes through the roll dies? |
The goal is to catch issues early before tooling is cut and productions tarts. A manufacturability review with your roll forming partner is the best way to identify potential problems and adjust the design before they become expensive fixes.
LEARN MORE ABOUT IN-LINE PREPUNCHING TECHNIQUES IN OUR DETAILED GUIDE
Roll Forming Design Considerations for Warehouse Shelving Parts
If you’re sourcing shelving components, here’s what you need to think about from a design-for-manufacturability perspective.
Material and Thickness Considerations
Not every material or thickness is a good candidate for roll forming. Your feasibility depends on:
- Material Type: Mild steel is the most common choice, but stainless, aluminum, and coated materials are all viable options. Higher-yield-strength materials may require different tooling or limit profile complexity.
- Thickness Range: Roll forming typically handles material from 0.0012” to 0.200”, but thicker material requires larger roll shafts and may limit the complexity of bends you can achieve.
- Equipment Capabilities: Every roll forming facility had different equipment. What’s feasible on one line may not be on another, which is why early conversations with your supplier matter.
Profile Complexity and Feature Placement
Some features are best introduced before rollforming (like holes and slots). Others may require downstream operations like threads, welded brackets, or tight-tolerance bends that can’t be achieved during rollforming.
The key is designing for the process you're using. If you’re planning to rollform a component, think about how the profile will move through the dies, where features need to land, and what tolerances you can realistically hold.
Roll-Formed vs Structural Warehouse Racking: How to Choose
Not all warehouse shelving units require roll-formed components. Here’s how to decide.
When Roll-Formed Racking Is the Better Fit
Roll-formed racking parts make sense when you need:
- Strength and adjustability
- Ease of installation
- Flexibility
Roll-formed profiles can deliver high load capacity while maintaining the flexibility to reconfigure or retrofit systems, making them strong and adjustable.
Lighter-weight components are easier to handle without specialized lifting equipment, allowing for easier installation. Roll forming also gives you the flexibility to make customizations without the extended lead times and costs associated with structural steel fabrication.
If you’re outfitting a distribution center, planning a warehouse retrofit, or need adjustable storage that can scale as your inventory grows, roll forming is typically the better choice.
When Structural Racking Makes Sense
Structural racking uses hot-rolled channels and angles, which means thicker-gauge steel for durable components. It’s the right choice for applications that need:
- Heavy-duty durability in high-abuse environments
- Maximum load capacity where weight limits are critical
The tradeoffs? Structural racking is heavier, takes longer to manufacture, requires special installation, costs more, and offers less customization than roll-formed alternatives. For many warehouse shelving infrastructures, those tradeoffs might not justify the added cost.
However, if you’re building a high-density, load-heavy racking system, structural racking may be worth considering.
The Bottom Line on Roll Forming for Warehouse Shelving Components
Warehouse shelving systems succeed when components fit together seamlessly and consistently. Roll forming delivers that repeatability through tolerance control, integrated operations, and scalable production that keeps pace with high-volume demands.
If you’re planning a new shelving system or retrofitting an existing design, the best time to involve your manufacturing partner is early–when design changes are easier, and manufacturability reviews can prevent expensive problems down the line.
Request a Manufacturability Review for Your Warehouse Shelving Project
Ready to see if roll forming is the right fit for your warehouse shelving components? Start with a manufacturability review.
Submit your profile drawings, hole patterns, and volume requirements, and we’ll provide feedback on feasibility, design optimization, and cost. Whether you’re planning a new storage racking system or retrofitting an existing one, let’s make sure your components are designed for repeatable success. Contact us today to start the conversation.
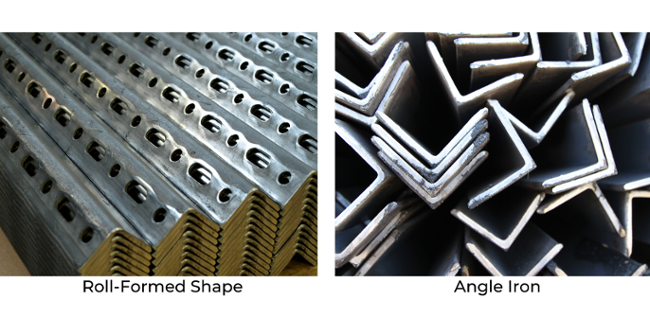
Need a metallic L-angle? Roll Forming vs. Angle Iron
Custom Roll Forming Processes: Cold Roll Forming Steel
